- br.8,zaolinska cesta,
ulica longxiang,
tongxiang, Zhejiang, Kina - +86 573 89381086[email protected]
- PreuzimanjaPDF brošure
U građevinskoj industriji, PPGI (unaprijed prekriveni pocinčani čelični zavojnica) i PPGL (unaprijed prekriveni čelični zavojnica) vrlo su favorizirani za svoje jedinstvene performanse i gospodarstvo. Međutim, njihova visoka kvaliteta neodvojiva je od naprednih proizvodnih procesa i stroge kontrole kvalitete.
Proces proizvodnje: Analiza cijelog procesa od sirovina do gotovih proizvoda
Proizvodnja Konstrukcija PPGI / PPGL zavojnica je složen i visoko automatizirani postupak koji uključuje više ključnih koraka. Slijedi detaljna analiza cijelog procesa proizvodnje:
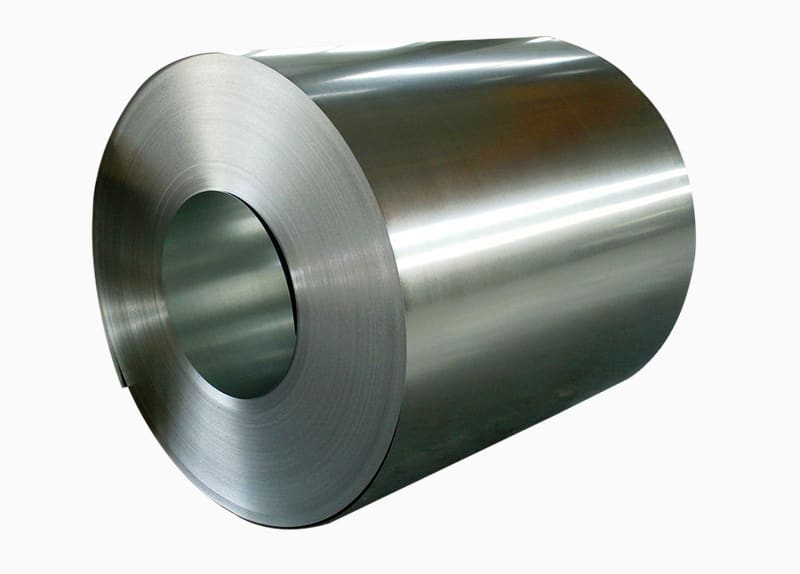
Priprema supstrata: Supstrat je osnova zavojnica PPGI/PPGL, a njegova kvaliteta izravno utječe na performanse konačnog proizvoda. Supstrat je obično hladno valjani čelik ili vrući pocinčani čelik (PPGI) i pocinčani čelik (PPGL). Prije nego što uđete u proizvodnu liniju, supstrat se mora ukinuti i razgraditi kako bi se uklonili površinski oksidi i mrlje ulja kako bi se osiguralo prianjanje naknadnih premaza.
Kemijski tretman: Prije premaza, površinu supstrata treba kemijski tretirati kako bi se stvorio ujednačen fosfatni ili kromat pretvorni film. Ovaj korak ne samo da povećava prianjanje premaza, već i poboljšava otpor korozije supstrata.
Proces premaza:
Ovlačenje je temeljna veza PPGI/PPGL zavojnice, koja je podijeljena u tri faze: premaz primera, premaz premaza i premaz premaza:
Prevlačenje prajmera: Uloga temeljnog premaza je poboljšati adheziju između premaza i supstrata, istovremeno pružajući preliminarnu zaštitu protiv korozije.
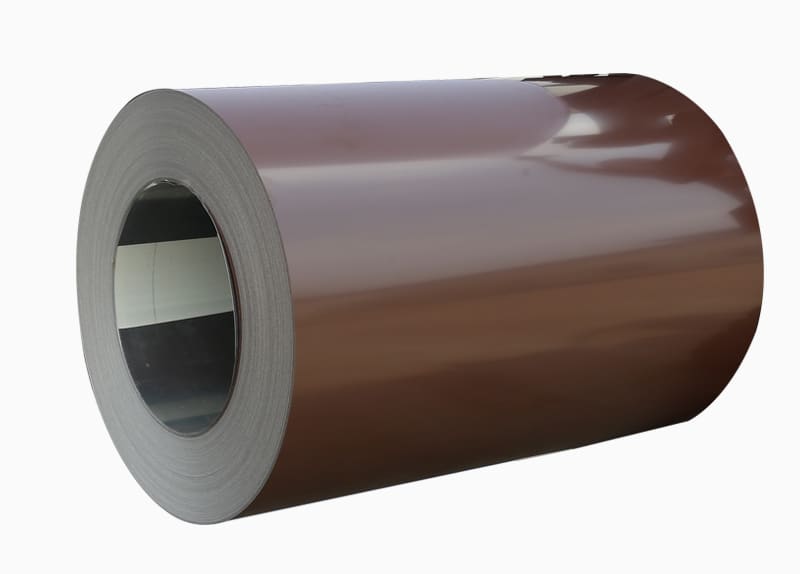
Premaz na vrhu: gornji premaz određuje izgled i otpornost na vremenske uvjete proizvoda. Obično korišteni premazi uključuju poliester (PE), silikonski modificirani poliester (SMP) i fluorokarbon (PVDF).
Premazni premaz: Povratni sloj se uglavnom koristi za zaštitu stražnjeg dijela supstrata kako bi se spriječile ogrebotine tijekom transporta i ugradnje.
Očvršćivanje i hlađenje:
Nakon premaza, zavojnica će se izliječiti u pećnici visoke temperature kako bi se u potpunosti očvrsnula premaz. Nakon toga, zavojnica se hladi na sobnoj temperaturi pomoću uređaja za hlađenje kako bi se izbjegla deformacija uzrokovana toplinskim naponom.
Rezanje i pakiranje:
Konačno, prema potrebama kupca, zavojnica je izrezana na određene veličine i pakirana u ambalažu otpornu na vlagu i ogrebotine za prijevoz i skladištenje.
Kontrola kvalitete: ključni faktor u određivanju performansi proizvoda
Kontrola kvalitete PPGI/PPGL zavojnica provodi se tijekom svakog koraka proizvodnje. Evo nekoliko ključnih kontrolnih točaka kvalitete:
Pregled kvalitete supstrata:
Debljina, ravna i površinska završna obrada podloge moraju zadovoljiti standarde. Bilo koji manji nedostaci mogu rezultirati smanjenom priaranjem premazom ili lošim izgledom.
Kontrola debljine premaza:
Debljina premaza izravno utječe na performanse antikorozije i radni vijek proizvoda. Premaz koji je previše tanak ne može pružiti odgovarajuću zaštitu, dok premaz koji je previše gust može utjecati na fleksibilnost i performanse obrade. Stoga je bitna precizna kontrola debljine premaza.
Temperatura i vrijeme stvrdnjavanja:
Temperatura i vrijeme tijekom postupka stvrdnjavanja potrebno je precizno kontrolirati. Previsoka temperatura ili predugo vrijeme uzrokovat će starenje prevladavanja, dok nedovoljna temperatura može utjecati na tvrdoću i prianjanje premaza.
Otkrivanje površinskih oštećenja:
Tijekom proizvodnje mogu se pojaviti površinski oštećenja poput mjehurića, probijanja i ogrebotina. Ovi se problemi mogu pravodobno otkriti i ispraviti kombinacijom internetske opreme za otkrivanje i ručnog pregleda.
Ispitivanje vremenskih prilika: Gotove zavojnice moraju proći strogo ispitivanje vremenskih prilika, uključujući UV testove starenja, ispitivanja spreja za sol i testove mokrog toplinskog ciklusa, kako bi se osigurala njihova pouzdanost u stvarnoj upotrebi.
Uz visoku učinkovitost protiv hrđe, popularni su za upotr...
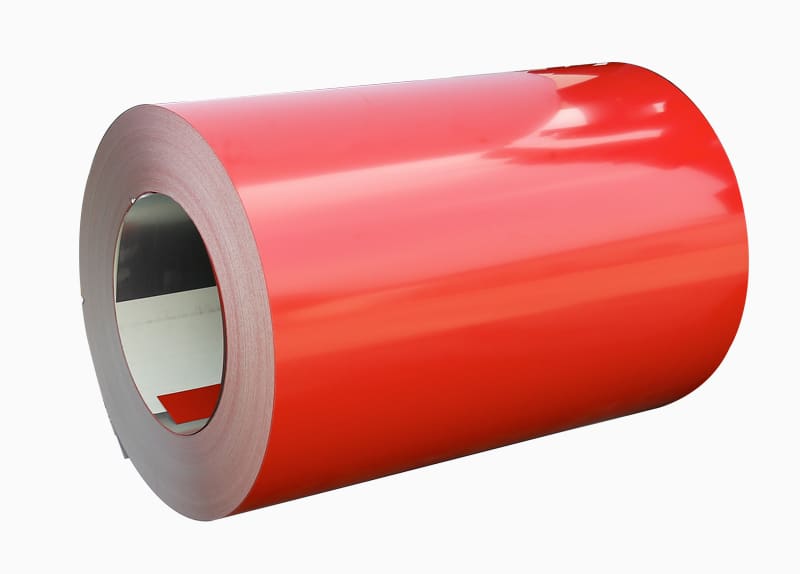
PPGI / PPGL COIL puni naziv je unaprijed obojeni pocinčan...
Luka: Zhejiang, Kina Prednosti našeg unaprijed obojeno...

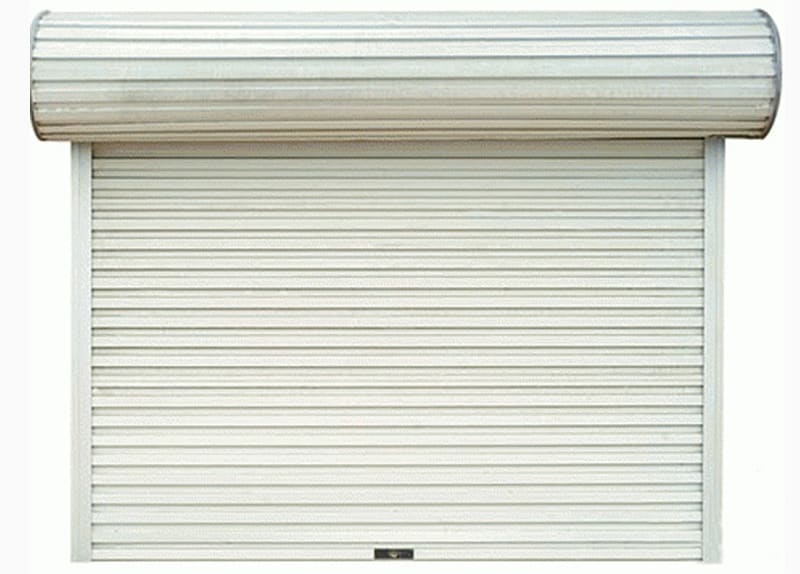
PRIMJENA PPGI Konstrukcija: Vani: Radionica, poljopriv...




