- br.8,zaolinska cesta,
ulica longxiang,
tongxiang, Zhejiang, Kina - +86 573 89381086[email protected]
- PreuzimanjaPDF brošure
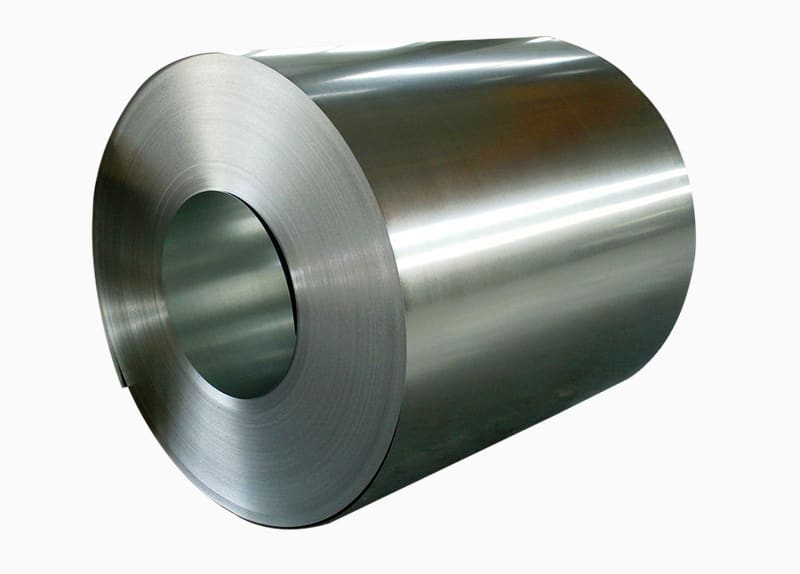
Putovanje čelične zavojnice počinje mnogo prije nego što stigne u tvornicu ili gradilište. Započinje sa sirovinama - željeznom rudom, koksnim ugljenom i vapnencem - koji se stavljaju u visoku peć gdje se tope u tekuće sirovo željezo na temperaturama višim od 2700°F (1480°C). Rastaljeno željezo se zatim prenosi u osnovnu kisikovu peć (BOF) ili elektrolučnu peć (EAF), gdje se nečistoće uklanjaju, a sadržaj ugljika pažljivo prilagođava za proizvodnju tekućeg čelika željenog sastava.
Tekući čelik kontinuirano se lijeva u debele ploče — obično debljine 200 do 250 mm i širine do 2 metra. Ove ploče su polazna točka za sve ravne valjane čelične proizvode, uključujući kolute. Nakon lijevanja, ploče se ili odmah obrađuju ili ponovno zagrijavaju u peći za ponovno zagrijavanje prije ulaska u mlin za vruće trake, dio opreme koji je najizravnije odgovoran za proizvodnju vruće valjanih čeličnih kolutova.
U mlinu za vruću traku, ponovno zagrijana ploča postupno se gura između niza valjaonica, pri čemu svaka smanjuje debljinu dok se traka izdužuje i ubrzava. Do trenutka kada traka izađe iz završnih postolja, možda se kreće brzinom od 80 km/h ili više i smanjena je s ploče od 250 mm na traku tanku od 1,5 mm. Traka se zatim hladi na stolu za izvlačenje pomoću kontroliranih raspršivača vode prije nego što se namotava u zavojnicu. Temperatura namotavanja pažljivo se upravlja jer izravno utječe na mikrostrukturu i mehanička svojstva konačnog proizvoda.
Vruće valjani svici mogu se prodavati izravno za mnoge primjene, ali za namjene koje zahtijevaju strože tolerancije, bolju kvalitetu površine ili veću čvrstoću, potrebna je daljnja obrada. Vruće valjani kotur se prvo dekapira - prolazi kroz kupelj klorovodične ili sumporne kiseline - kako bi se uklonio kamenac oksida s površine. Ovo proizvodi dekapirani i uljeni (P&O) svitak, koji se može koristiti izravno ili poslati naprijed na hladno valjanje.
U mlinu za hladno valjanje dekapirana traka se dalje smanjuje u debljini na sobnoj temperaturi, obično za 50-90% svoje ulazne debljine. Ovo dramatično poboljšava ravnost, završnu obradu površine i preciznost dimenzija, dok također povećava granicu tečenja kroz otvrdnjavanje. Hladno valjana zavojnica se zatim žari — zagrijava u peći s kontroliranom atmosferom — kako bi se obnovila duktilnost izgubljena tijekom hladne obrade. Suvremene linije za kontinuirano žarenje mogu obrađivati zavojnice velikom brzinom, dok se šaržno žarenje (koristeći zvonaste peći) koristi za proizvode koji zahtijevaju vrlo meku temperaturu.
Nakon žarenja, hladno valjane zavojnice obično prolaze kroz prolaz valjanja pri kaljenju — lagano smanjenje od oko 0,5–2 % — što eliminira izduženje granice tečenja (fenomen koji bi uzrokovao površinske oznake koje se nazivaju Lüdersove linije tijekom oblikovanja) i fino podešava završni izgled površine i ravnost trake. Zavojnice s nedostatkom ravnosti također se mogu obraditi pomoću linije za izravnavanje napetosti, koja rasteže traku kako bi se uklonili valovi, set zavojnica ili samostrel.
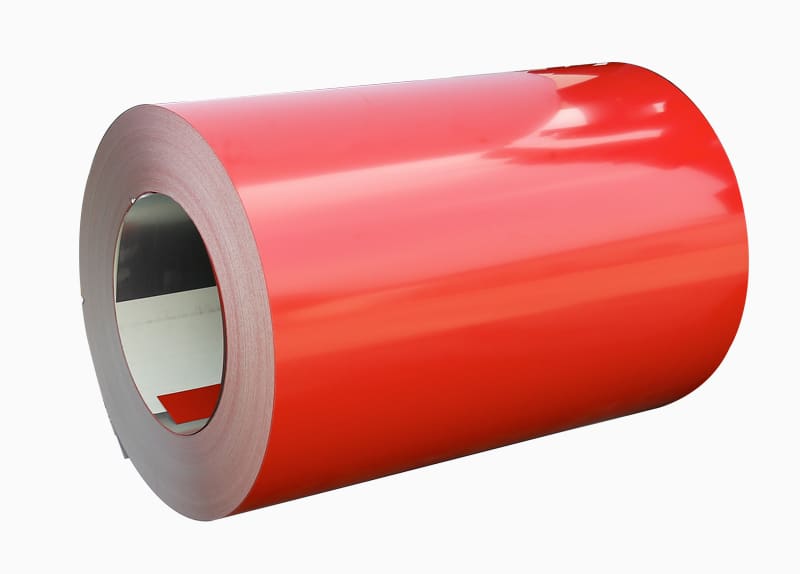
Velik dio čeličnih svitaka koji se koriste u cijelom svijetu dobivaju zaštitni ili ukrasni premaz prije nego što dođu do krajnjeg korisnika. Linije za premazivanje kontinuirane su operacije velike brzine gdje se čelična traka čisti, prethodno obrađuje, oblaže i suši ili stvrdnjava u jednom prolazu kroz liniju. Vrsta nanesenog premaza određuje otpornost na koroziju, mogućnost oblikovanja, bojanje i izgled površine konačnog proizvoda.
U kontinuiranoj liniji za vruće pocinčavanje, čelična traka se čisti i žari u zaštitnoj atmosferi prije nego što se uroni u kupku rastaljenog cinka na približno 460°C. Dok traka izlazi iz posude za cink, zračni noževi otpuhuju višak cinka kako bi se kontrolirala debljina premaza. Težina cinčanog premaza — izražena u gramima po kvadratnom metru (g/m²) — kreće se od Z60 (60 g/m²) za lake unutarnje primjene do Z275 (275 g/m²) za zahtjevnu vanjsku ili strukturnu upotrebu. Cink se metalurški veže za čeličnu površinu, pružajući barijernu zaštitu kao i katodnu (žrtvovanu) zaštitu koja sprječava širenje hrđe čak i ako je premaz izgreban.
Coil coating jedan je od najučinkovitijih procesa bojanja u proizvodnji. Čelična traka prolazi kroz niz faza kemijske predobrade, nanošenje temeljnog premaza i nanošenje završnog premaza pomoću strojeva za nanošenje valjkom, s pećnicama za sušenje između svake faze. Cijeli proces odvija se u jednom kontinuiranom prolazu pri brzinama trake do 200 metara u minuti. Rezultat je unaprijed obojena čelična zavojnica s vrlo konzistentnom, izdržljivom završnom obradom koja eliminira potrebu za lakiranjem nakon izrade. Premazi uključuju poliester, PVDF (poliviniliden fluorid), SMP (silicijem modificirani poliester) i plastisol, od kojih svaki nudi različite kompromise u pogledu fleksibilnosti, UV otpornosti i kemijske otpornosti.
Čelični svici klasificiraju se prema nacionalnim i međunarodnim standardima koji definiraju prihvatljivi kemijski sastav, mehanička svojstva, tolerancije dimenzija i kvalitetu površine. Glavni sustavi standarda s kojima ćete se susresti su:
| Standardni sustav | Podrijetlo | Uobičajeni primjeri ocjena | Tipična uporaba |
| JIS (japanski industrijski standard) | Japan | SPCC, SPCD, SGCC, SGHC | Automobili, uređaji, građevinarstvo |
| EN (Europska norma) | Europi | DC01, DC04, DX51D, S355 | Opće oblikovanje, strukturni, obloženi proizvodi |
| ASTM (Američko društvo za ispitivanje i materijale) | SAD | A1008, A1011, A653, A36 | Građevinski, industrijski, pocinčani proizvodi |
| GB (Guojia Biaozhun) | Kina | Q235, Q345, ST12, ST14 | Strukturno, hladno oblikovanje, izvlačenje |
Mnoge od ovih oznaka razreda su u biti ekvivalentne u smislu performansi materijala, iako se konvencije imenovanja razlikuju. Na primjer, JIS SPCC, EN DC01 i ASTM A1008 CS Tip B su svi hladno valjani čelici standardne komercijalne kvalitete s vrlo sličnim svojstvima. Kada radite u međunarodnim opskrbnim lancima, uvijek tražite dokumentaciju s unakrsnim referencama ili neka vaš metalurg potvrdi istovjetnost prije zamjene razreda.

Čelični svici su okosnica moderne proizvodnje. Sama svestranost ravnovaljanog čelika - u njegovim različitim oblicima, klasama i premazima - znači da se pojavljuje u gotovo svakom sektoru gospodarstva. Ovdje je pregled najznačajnijih područja primjene:
Automobilska industrija jedan je od najvećih potrošača čeličnih kotura u svijetu. Hladno valjani i pocinčani koluti utisnuti su u panele karoserije, obloge vrata, haube, branike i strukturna pojačanja. Zavojnice od čelika visoke i ultravisoke čvrstoće (UHSS) — s granicama razvlačenja većim od 600 MPa — sve se više koriste u sigurnosnim kritičnim dijelovima kao što su B-stupovi, grede vrata i ojačanja branika, gdje apsorbiraju energiju sudara, a istovremeno omogućuju proizvođačima automobila da smanje težinu i postignu ciljeve uštede goriva.
Unaprijed obojeni i pocinčani čelični koluti valjaju se u krovne ploče, zidne obloge, grede, čelične okvire i okvire. Vruće valjani strukturni svici režu se i oblikuju u šuplje dijelove, kutove i kanale koji se koriste u zgradama s čeličnim okvirima, skladištima i industrijskim strukturama. Potražnja građevinskog sektora za obloženim kolutima uvelike je potaknuta potrebom za dugotrajnim ovojnicama zgrada koje se lako održavaju u svim klimatskim uvjetima.
Bubnjevi perilica rublja, ormarići hladnjaka, obloge pećnica i kućišta klima uređaja izrađeni su od hladno valjanih ili prethodno obojenih čeličnih kolutova. Industrija uređaja zahtijeva dosljednu kvalitetu površine i niske tolerancije debljine kako bi se osiguralo da se ploče mogu oblikovati, zavarivati i bojati bez nedostataka. Čelične zavojnice s premazom otpornim na otiske prstiju — s posebnom površinskom obradom koja smanjuje vidljive tragove prstiju — postale su sve popularnije za vrhunske završne obrade uređaja.
Bijeli lim — hladno valjani čelik presvučen vrlo tankim slojem kositra — jedan je od originalnih čeličnih proizvoda s premazom i ostaje nezamjenjiv za limenke hrane i pića, spremnike za raspršivanje i limenke za boju. Čelik koji se koristi mora biti izuzetno tanak (samo 0,1 mm), vrlo ravan i bez površinskih defekata da bi se mogao oblikovati pri velikim brzinama modernih linija za izradu limenki. Čelik bez kositra (TFS), obložen krom oksidom umjesto kositra, također se naširoko koristi kao isplativa alternativa u pakiranju neprehrambenih proizvoda.
Čelični zavojnici igraju sve veću ulogu u energetskom sektoru. Električni čelični svici — hladno valjane trake legirane silicijem s pažljivo kontroliranim magnetskim svojstvima — izbijaju se u laminate za jezgre elektromotora i jezgre transformatora. Kako raste broj električnih vozila i instalacija za obnovljivu energiju, potražnja za visokoučinkovitim električnim čeličnim zavojnicama se ubrzava. Sustavi za montiranje solarnih panela, dijelovi tornjeva za vjetar i čelični cjevovodi također se proizvode od ravno valjanih proizvoda u zavojnicama.
Čak i iz renomiranih tvornica, čelični koluti mogu sadržavati nedostatke — neki naslijeđeni iz procesa proizvodnje čelika, drugi uvedeni tijekom valjanja, presvlačenja ili namotavanja. Prepoznavanje ovih nedostataka pomaže vam da odlučite je li materijal prikladan za upotrebu, treba li ga smanjiti ili treba odbaciti. Najčešće vrste kvarova uključuju:
Uz visoku učinkovitost protiv hrđe, popularni su za upotr...
PPGI / PPGL COIL puni naziv je unaprijed obojeni pocinčan...
Luka: Zhejiang, Kina Prednosti našeg unaprijed obojeno...

PRIMJENA PPGI Konstrukcija: Vani: Radionica, poljopriv...




