- br.8,zaolinska cesta,
ulica longxiang,
tongxiang, Zhejiang, Kina - +86 573 89381086[email protected]
- PreuzimanjaPDF brošure
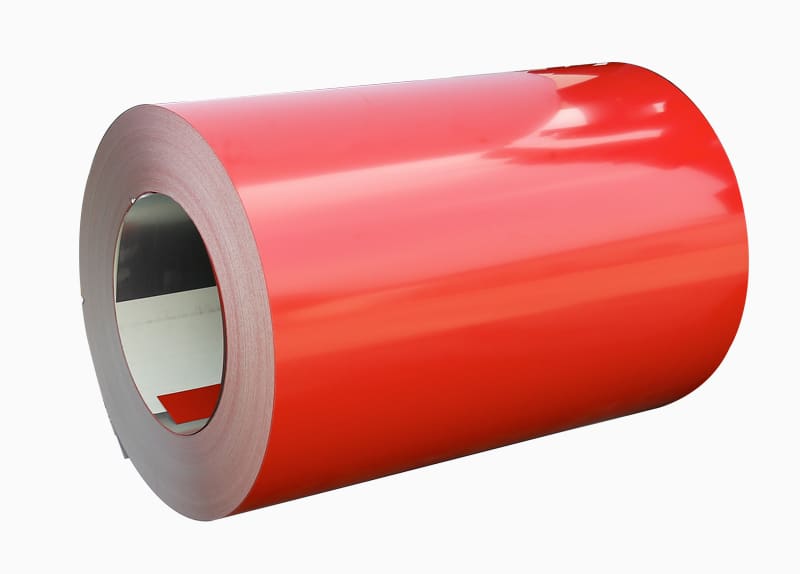
Čelični koluti obloženi bojom — koji se također naširoko nazivaju prethodno obojeni čelični koluti, PPGI (prethodno obojeno pocinčano željezo) koluti ili obojeni valjani čelik — čelični su koluti koji su obrađeni kroz kontinuiranu liniju za premazivanje koluta gdje su jedna ili obje površine očišćene, kemijski tretirane, premazane temeljnim premazom i završene s jednim ili više slojeva organskog premaza prije ponovnog namotavanja za otpremu. Proces proizvodi konzistentan, tvornički kontroliran premaz koji je daleko ujednačeniji i izdržljiviji od bojanja nakon izrade koje se nanosi na izrezane ili oblikovane dijelove.
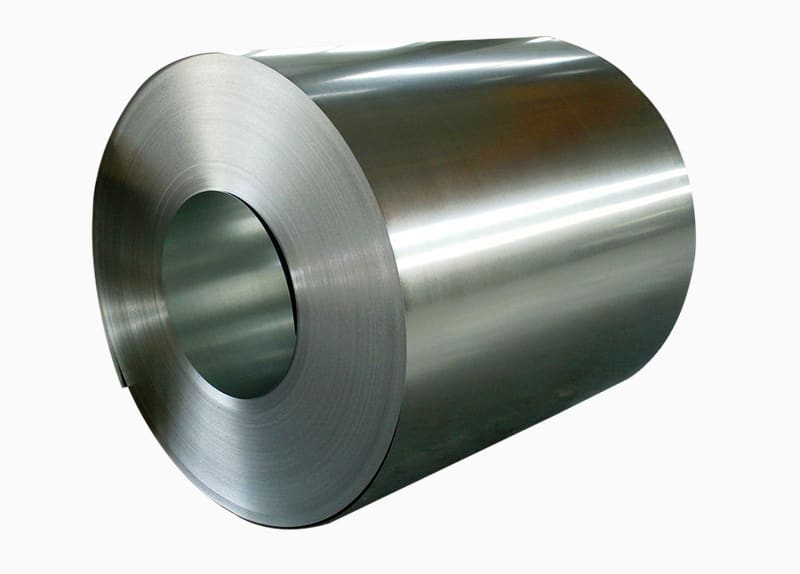
Osnovni supstrat koji se koristi za čelične zavojnice obložene bojom može značajno varirati ovisno o namjeravanoj primjeni. Najčešći supstrat je vruće pocinčani čelik (GI), koji pruža zaštitu od korozije na bazi cinka ispod organskog premaza. Ostali supstrati uključuju galvalume (čelik presvučen aluminijsko-cinkovom legurom, također poznat kao AZ ili Zincalume), elektro-pocinčani čelik, hladno valjani čelik (CR) i povremeno toplo valjani dekapirani i nauljeni čelik (HRPO) za industrijsku upotrebu većeg promjera. Kombinacija metalnog premaza i organskog završnog premaza daje obojanim čeličnim zavojnicama višeslojnu zaštitu od korozije, UV degradacije i mehaničkih oštećenja.
Proces premazivanja zavojnicama — koji se ponekad naziva i kontinuirana linija za premazivanje zavojnicama ili CCL proces — visoko je automatizirana proizvodna operacija velike brzine koja nanosi premaze na čeličnu traku pri brzinama linije koje se obično kreću od 60 do 150 metara u minuti. Razumijevanje proizvodnih koraka pomaže kupcima u procjeni tvrdnji o kvaliteti i razumijevanju zašto se proizvodi premazani coil-om ponašaju drugačije od konvencionalno obojenog čelika.
Čelična traka prvo prolazi kroz niz faza čišćenja koje uklanjaju ulja za valjanje, površinske okside i onečišćenja korištenjem alkalnih sredstava za čišćenje i ispiranja vodom. Nakon toga slijedi faza kemijske predobrade — obično premaz bez kromata (na bazi cirkonija ili titana) ili pretvorbenog premaza željeznog fosfata — koji stvara kemijski aktivnu površinu koja potiče prianjanje temeljnog sloja i pruža dodatnu zaštitu od korozije ispod sloja. Odabir kemije predtretmana postaje sve važniji jer regulatorni pritisak gura industriju prema sustavima bez kromata.
Nakon prethodne obrade, temeljni premaz se nanosi valjkom na jednu ili obje strane trake. Temeljni premaz — obično formulacija na bazi epoksida, poliuretana ili poliestera — služi kao adhezijski sloj između predtretmana i završnog sloja i često uključuje pigmente koji inhibiraju koroziju kao što su stroncijev kromat ili cink fosfat. Traka s temeljnim premazom zatim prolazi kroz peć za stvrdnjavanje gdje se zagrijava do vršne temperature metala (PMT) od približno 200–240°C radi termičke stvrdnjavanja. Tipična debljina suhog sloja temeljnog premaza kreće se od 5 do 8 mikrona.
Završni premaz nanosi se preko očvrslog temeljnog premaza pomoću druge stanice za nanošenje premaza valjkom. Ovo je sloj koji daje boju, sjaj i površinsku izvedbu gotovog prethodno obojanog čeličnog svitka. Nakon nanošenja, traka prolazi kroz drugu pećnicu za stvrdnjavanje — ponovno na PMT od tipično 220–250°C, ovisno o sustavu smole — i zatim se gasi vodom kako bi se premazana traka brzo ohladila prije ponovnog namotavanja. Zadnji sloj se često nanosi na stražnju stranu tijekom faze temeljnog ili završnog sloja kako bi se osigurala zaštita od korozije i mogućnost oblikovanja na nevidljivoj površini.
Sustav smole za završni sloj najvažnija je pojedinačna determinanta otpornosti na vremenske uvjete, fleksibilnosti, kemijske otpornosti i životnog vijeka proizvoda od čelika presvučenog bojom. Različiti kemijski sastavi smole nude različite profile učinka prilagođene različitim krajnjim upotrebama i uvjetima izloženosti.
Standardnoni poliester je najčešće korištena smola za završni premaz u industriji obojenih čeličnih kotura zbog svoje niske cijene, izvrsne obradivosti, dobrog raspona boja i odgovarajuće izvedbe za unutarnje i vanjske primjene. Tipična debljina suhog filma je 15-25 mikrona. Standardni PE premazi imaju ograničenu otpornost na UV zračenje i općenito se ne preporučuju za vanjske arhitektonske primjene s projektiranim vijekom trajanja dužim od 10 godina u teškim uvjetima. Najčešće se koriste za unutarnje krovište, opće industrijske obloge, ploče uređaja i police.
Silikonom modificirani poliesterski premazi uključuju silikonsku smolu u poliestersku okosnicu, značajno poboljšavajući UV otpornost i otpornost na toplinu u usporedbi sa standardnim PE. SMP premazi naširoko se koriste za vanjske krovove i obloge u umjerenim klimatskim uvjetima, nudeći životni vijek koji se obično procjenjuje na 15-20 godina za zadržavanje boje i otpornost na kredu. Debljina filma slična je standardnom PE od 20–25 mikrona. SMP pruža dobru ravnotežu performansi i cijene za glavne građevinske aplikacije.
HDP smole formulirane su s poliesterskim okosnicama veće molekulske težine i optimiziranim UV-stabilizacijskim paketima za pružanje poboljšanih vremenskih karakteristika u odnosu na standardni PE bez pune premije troškova PVDF-a. HDP premazi se sve više specificiraju kao troškovno učinkovita opcija srednje klase za vanjske primjene gdje su SMP performanse granične, ali puna PVDF specifikacija nije komercijalno opravdana. Tipični projektirani životni vijek je 20-25 godina za otpornost na kredu u umjerenim klimatskim uvjetima.
Premazi na bazi PVDF-a — koji se prodaju pod trgovačkim nazivima kao što su Kynar 500 i Hylar 5000 — predstavljaju vrhunsku razinu završnih premaza za čelične spirale obložene bojom i mjerilo su za dugotrajne arhitektonske primjene. Fluoropolimerska okosnica pruža izuzetnu otpornost na UV zračenje, kredu, blijeđenje boje, kemijski napad i zadržavanje prljavštine. Standardne formulacije sadrže 70% PVDF smole i 30% akrila. Debljina filma je obično 25-27 mikrona za standardni dvoslojni sustav. Čelični svici u boji presvučeni PVDF-om specificirani su za vrhunske arhitektonske krovove, zavjese i fasadne obloge gdje su potrebna jamstvena razdoblja od 30-40 godina. Fluoroetilen vinil eter (FEVE) smole nude usporedivu izvedbu i stječu sve veći tržišni udio u arhitektonskim premazima na bazi otapala.
Plastisol premazi su debeli premazi na bazi PVC-a koji se nanose na debljinu suhog filma od 100-200 mikrona, stvarajući površinu visoke teksture s izvrsnom otpornošću na ogrebotine, mogućnošću oblikovanja i svojstvima akustičnog prigušivanja. Obično se specificiraju za krovne limove, zidne obloge i poljoprivredne zgrade na tržištima sjeverne Europi. Glavna ograničenja plastisola su relativno slaba otpornost na UV zračenje u usporedbi s PVDF-om i sklonost stvaranju krede u okruženjima s visokim UV zračenjem, iako su UV-stabilizirane varijante značajno poboljšale trajnost na otvorenom.
Čelični koluti obloženi bojom proizvode se i prodaju u skladu s nizom nacionalnih i međunarodnih standarda koji definiraju kvalitetu podloge, težinu premaza, mehanička svojstva i kvalitetu površine. Poznavanje najvažnijih standarda sprječava greške u specifikacijama i nesporazume u lancu opskrbe.
| Standard | Regija | Opseg |
| EN 10169 | Europe | Čelični plosnati proizvodi s kontinuiranim organskim premazom — zahtjevi i ispitivanje |
| ASTM A755 | SAD | Čelični lim, presvučen metalom postupkom vrućeg uranjanja i prethodno obojen postupkom coil coatinga |
| JIS G3312 | Japan | Prethodno obojeni čelični limovi i svici presvučeni vrućim pocinčavanjem i legurama cinka i željeza |
| GB/T 12754 | Kina | Obojeni čelični limovi i trake — nacionalni standard koji pokriva PPGI i PPGL proizvode |
| AS 1397 | Australija/NZ | Čelični lim i traka — obloženi vrućim cinkom ili aluminijem/cinkom, relevantni za Colorbond i slične PPGL proizvode |
Pri međunarodnoj nabavi čeličnih zavojnica obloženih bojom - osobito iz kineskih ili jugoistočnoazijskih tvornica - bitno je potvrditi prema kojem je standardu proizvod proizveden, budući da se stupnjevi mehaničkih svojstava, težine premaza cinkom i tolerancije debljine filma značajno razlikuju između standarda. Uvijek zahtijevajte potvrde o ispitivanju glodalica (MTC) koje izričito upućuju na primjenjivi standard i uključuju izmjerene vrijednosti za težinu cinčane prevlake, debljinu suhog filma, razinu sjaja i rezultate ispitivanja T-savijanja.

Kupnja valjanih čeličnih kolutova premazanih bojom bez pažljivog pregleda tehničkih specifikacija jedan je od najčešćih izvora problema s izvedbom i sporova oko jamstva u građevinarstvu i proizvodnji. Ovdje su kritični parametri koje treba specificirati i provjeriti:
Čelični koluti obloženi bojom jedan su od najsvestranijih dostupnih građevinskih i industrijskih materijala, koji služi velikom broju krajnjih tržišta. Razumijevanje gdje i kako se koriste pomaže kupcima uskladiti specifikaciju proizvoda sa stvarnim zahtjevima usluge.
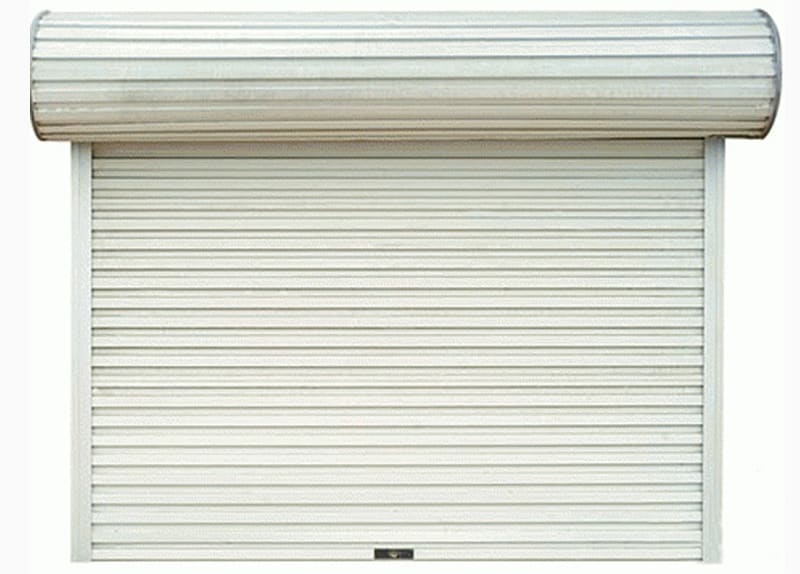
Građevinarstvo je daleko najveći sektor krajnje upotrebe za obojene čelične kolute na globalnoj razini, koji troši oko 60-70% ukupne proizvodnje. Primjene uključuju profilirane krovne ploče, panele za oblaganje zidova, krovne sustave sa stojećim šavovima, kompozitne sendvič panele, kišne fasade, sustave oluka i kišnice te komponente čeličnog okvira. Za krovove i obloge, PPGL (prethodno obojeni galvalume) supstrati s završnim slojevima SMP ili PVDF sve se više preferiraju u odnosu na galvanizirani PPGI zbog vrhunske otpornosti na koroziju presvlake od legure aluminija i cinka.
Hladnjaci, perilice rublja, jedinice za klimatizaciju, mikrovalne pećnice i perilice posuđa koriste obojene čelične ploče za vanjske i unutarnje komponente trupa. Prethodno obojana čelična zavojnica za uređaje zahtijeva izvrsnu otpornost na ogrebotine, kemijsku otpornost na deterdžente i proizvode za čišćenje, glatki izgled površine i postojanu boju u velikim količinama proizvodnje. Najčešće se koriste premazi na bazi poliestera i poliuretana, često s posebnim površinskim tretmanima protiv otisaka prstiju ili antibakterijskim za vidljive ploče.
Kamionske prikolice, željeznički vagoni, paneli karoserije autobusa, vrata kontejnera i obloge kontejnera izrađeni su od čeličnih kolutova presvučenih bojom. Ove primjene zahtijevaju visoku otpornost na udarce, dobru mogućnost oblikovanja za složene oblike panela i izdržljivost pod opetovanim mehaničkim naprezanjem i izloženošću vremenskim uvjetima. Debeli plastisol ili poliesterski premazi visoke građe često se specificiraju u ovom sektoru zbog njihove vrhunske otpornosti na kršenje i abraziju.
Čelični skladišni regali, sustavi polica, ploče ormarića, uredski namještaj, garažna vrata i industrijska kućišta proizvode se od obojenog čeličnog koluta u velikim količinama. U ovim je primjenama troškovna učinkovitost primarni pokretač, a standardni poliesterski premazi na Z100–Z140 pocinčanoj podlozi obično su prikladni. Konzistentnost boje i kvaliteta površine važni su tamo gdje će gotovi proizvodi biti vidljivi u maloprodajnim ili uredskim okruženjima.
Dvije dominantne vrste supstrata za čelične zavojnice obložene bojom — PPGI (prethodno obojeno pocinčano željezo, presvučeno cinkom) i PPGL (prethodno obojeno pocinčano željezo, presvučeno aluminijem i cinkom) — kupci često miješaju ili ih koriste naizmjenično, ali oni imaju značajno različite profile performansi koji bi trebali utjecati na odabir supstrata.
| Vlasništvo | PPGI (pocinčani) | PPGL (Galvalume / AZ) |
| Sastav metalnog premaza | Čisti cink (99% Zn) | 55% Al, 43,5% Zn, 1,5% Si |
| Otpornost na koroziju ravne površine | dobro | Izvrsno (2–4× bolje od GI) |
| Vrhunska otpornost na koroziju | Izvrsna (žrtvovana zaštita od cinka) | Umjereno (manje žrtve) |
| Otpornost na toplinu | Umjereno (cink se topi na 420°C) | dobro (Al content raises resistance) |
| Mogućnost oblikovanja | Vrlo dobro | dobro (slightly less ductile) |
| Relativni trošak | Niže | Malo viši |
| Najprikladnije za | Uređaji, opća konstrukcija, unutarnja uporaba | Dugotrajno krovište, obalna i agresivna okruženja |
Za većinu dugotrajnih vanjskih krovova i obloga - osobito u obalnim, industrijskim ili tropskim okruženjima - PPGL je poželjna podloga zbog svoje značajno bolje ukupne otpornosti na koroziju. Tamo gdje se profilirani limovi režu na željenu duljinu na licu mjesta i gdje je zaštita rubova primarna briga, PPGI-jevo žrtvovano djelovanje cinka daje prednost. Na mnogim tržištima, obje vrste supstrata nude se u istom sustavu premaza i rasponu boja, tako da je izbor jednostavna odluka o učinku u odnosu na cijenu na temelju specifičnog okruženja izloženosti.
Unaprijed obojani čelični koluti osjetljivi su na nekoliko oblika oštećenja tijekom skladištenja i rukovanja koja se u potpunosti mogu spriječiti pravilnim postupcima. Oštećenja nastala u ovoj fazi često su nepovratna i rezultiraju skupim odbacivanjem materijala ili smanjenom učinkom usluge.
Uz visoku učinkovitost protiv hrđe, popularni su za upotr...
PPGI / PPGL COIL puni naziv je unaprijed obojeni pocinčan...
Luka: Zhejiang, Kina Prednosti našeg unaprijed obojeno...

PRIMJENA PPGI Konstrukcija: Vani: Radionica, poljopriv...




